






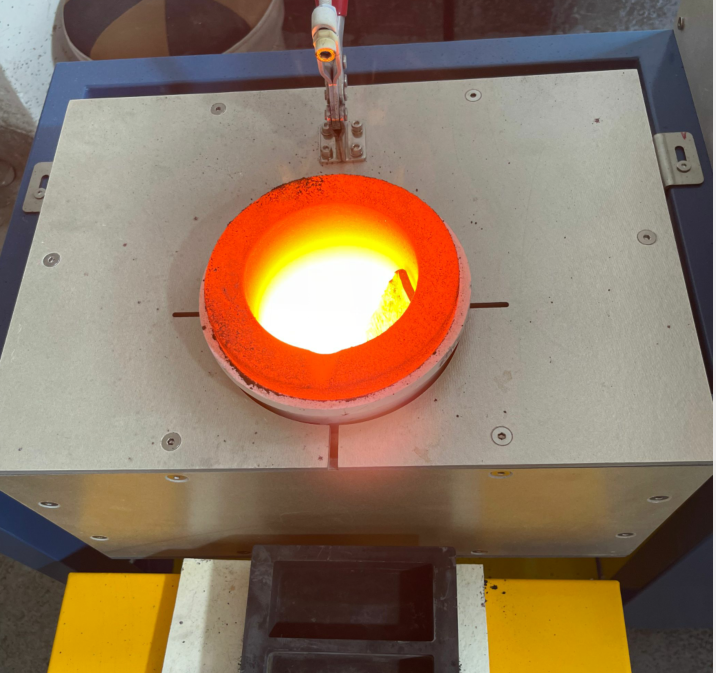
Induktsioonahjuga kiirsulatus 6 kg, 8 kg, 10 kg, 15 kg ja 20 kg käsitsi kallutatav kulla sulatusahi
Tehnilised parameetrid
| Mudeli nr. | HS-TF6 | HS-TF8 | HS-TF10 | HS-TF15 | HS-TF20 | HS-ATF30 | HS-ATF50 |
| Pinge | 380 V 50 Hz 3 faasi | ||||||
| Võimsus | 15 kW | 20 kW | 20 kW | 25 kW | 30 kW | 30 kW | 40 kW |
| Maksimaalne temperatuur | 1600 ℃ | ||||||
| Sulamiskiirus | 2–5 minutit | 3–6 minutit | 3–6 minutit | 3–6 minutit | 3–6 minutit | 6–10 minutit | 6–10 minutit |
| Temperatuuri täpsus | ±1°C (valikuline) | ||||||
| Temperatuuriandur | PID temperatuuri reguleerimine / infrapunapüromeeter (valikuline), lisatasu eest. | ||||||
| Mahutavus (kuld) | 6 kg | 8 kg | 10 kg | 15 kg | 20 kg | 30 kg | 50 kg |
| Taotlus | Kuld K-Gold Sliver Cooper ja muud sulamid (plaatina, pallaadium, teras, roodium on kohandatud) | ||||||
| Kuumutamismeetod | Saksamaa IGBT induktsioonkütte tehnoloogia | ||||||
| Jahutustüüp | Veejahuti (müügil eraldi) või voolav vesi (veepump) | ||||||
| Mõõtmed | 115 * 49 * 102 cm | 125 * 65 * 135 cm | |||||
| Netokaal | umbes 140 kg | 150 kg | 320 kg | 450 kg | |||
Toote väljapanek



Väärismetallide sulatamisel kallutatavate induktsioonsulatusahjude eelis
1. Sissejuhatus
Väärismetallidel, nagu kuld, hõbe, plaatina ja pallaadium, on ainulaadsed füüsikalised ja keemilised omadused, mis muudavad need väga väärtuslikuks erinevates tööstusharudes, sealhulgas ehete, elektroonika ja hambaravi valdkonnas. Väärismetallide sulatusprotsess nõuab ülitäpseid ja tõhusaid seadmeid, et tagada lõpptoote kvaliteet ja minimeerida materjalikadusid. Erinevat tüüpi sulatusahjude hulgas on väärismetallide sulatamiseks suurepäraseks valikuks kerkinud kaldinduktsioonahi, mis pakub mitmeid selgeid eeliseid teiste traditsiooniliste sulatusmeetodite ees.
2. Kallutavate induktsioonsulatusahjude tööpõhimõte
2.1 Induktsioonkuumutuse põhimõte
Induktsioonkuumutamine põhineb elektromagnetilise induktsiooni põhimõttel. Kui vahelduvvool (AC) juhitakse läbi mähise (induktiivi), tekib mähise ümber muutuv magnetväli. Kui sellesse magnetvälja asetatakse juhtiv metallilaeng, tekib metallis indutseeritud elektromotoorjõud (EMJ). Ohmi seaduse kohaselt põhjustab see indutseeritud EJ metallis indutseeritud voolu (pöörisvoolu). Metalli takistus nendele pöörisvooludele tekitab soojust, mida kirjeldab valem Q = I^{2}Rt, kus Q on tekitatud soojus, I on voolutugevus, R on takistus ja t on aeg. Seda soojust kasutatakse seejärel metalli sulatamiseks.
2.2 Kallutusmehhanism
Induktsioonahju kallutamise funktsioon on täiendav mehaaniline konstruktsioon. Ahju korpus on paigaldatud kallutusmehhanismile, mis võimaldab seda teatud nurga all kallutada. See kallutusfunktsioon on sulametalli sujuva valamise jaoks ülioluline. Kui metall on täielikult sulanud, saab ahju kallutada ja sulametalli saab täpselt vormidesse või muudesse anumatesse valada, mis on eriti oluline väärismetallide sulatamisel, kus täpne valamine on vajalik raiskamise vältimiseks ja valatud toodete kvaliteedi tagamiseks.
3. Kallutavate induktsioonsulatusahjude eelised väärismetallide sulatamisel
3.1 Kõrge puhtusastmega sulamine
3.1.1 Vähendatud saastumine
Väärismetallide sulatamisel on kõrge puhtusastme säilitamine äärmiselt oluline. Traditsioonilised sulatusmeetodid, näiteks mõned kütusega köetavad ahjud, võivad sulametalli sattuda saasteainetesse. Näiteks fossiilkütuste põlemisel kütusega köetavates ahjudes võib eralduda väävlit, lämmastikoksiide ja tahkeid osakesi. Need ained võivad sulatamisprotsessi ajal väärismetallidega reageerida, mille tulemuseks on lisandite teke. Seevastu induktsioonsulatus kaldahjus kasutab kuumutamiseks elektromagnetilist induktsiooni, mis välistab põlemisel põhinevate soojusallikate vajaduse. Selle tulemusena on väliste allikate saastumise oht oluliselt väiksem, tagades, et väärismetallid jäävad sulatamisprotsessi ajal kõrge puhtusastmega olekusse.
3.1.2 Täpne temperatuuri reguleerimine
Väärismetallidel on sageli kindlad sulamistemperatuurid ja sulatamise ajal on vaja täpset temperatuuri reguleerimist. Kallutusega induktsioonsulatusahjud on varustatud täiustatud temperatuuri reguleerimissüsteemidega. Need süsteemid suudavad täpselt mõõta sulametalli temperatuuri ja reguleerida vastavalt sellele induktori sisendvõimsust. Näiteks plaatina sulamistemperatuur on umbes 1768 °C. Kallutusega induktsioonsulatusahju täpse temperatuuri reguleerimise abil saab temperatuuri hoida väga kitsas vahemikus selle sulamistemperatuuri lähedal. See mitte ainult ei taga metalli täielikku sulamist, vaid hoiab ära ka ülekuumenemise, mis võib potentsiaalselt põhjustada oksüdeerumist või muid keemilisi muutusi, mis võivad vähendada väärismetalli puhtust.
3.2 Energiatõhusus
3.2.1 Kõrgsageduslik induktsioonkuumutus
Induktsioonkuumutamine kaldahjudes töötab tavaliselt kõrgetel sagedustel. Kõrgsagedusliku induktsioonkuumutuse efektiivsus elektrienergia soojusenergiaks muundamisel on kõrge. Induktiivis kõrgsagedusvoolu tekitatud elektromagnetväli võib tungida sügavale metallilaengusse, põhjustades metalli kiiret kuumenemist seestpoolt. See sisemine kuumutusmehhanism on palju tõhusam kui välised kuumutusmeetodid, näiteks kiirgusküte mõnedes traditsioonilistes ahjudes. Kiire kuumutamine vähendab väärismetallide sulatamiseks kuluvat aega, mis omakorda vähendab üldist energiatarbimist. Näiteks võrreldes mõnede gaasiküttel töötavate ahjudega võivad kaldsagedusega induktsioonsulatusahjud väärismetallide sulatamisprotsessi ajal säästa kuni 30–50% energiast.
3.3.2 Sujuv valamine
Ahju kallutusfunktsioon mängib tootlikkuse suurendamisel olulist rolli. Kui väärismetall on sulanud, võimaldab ahju sujuv ja kontrollitud kallutus sulametalli kiiresti ja täpselt vormidesse valada. See vähendab sulamise ja valamise vahelist aega, minimeerides sulametalli tahkumise ohtu ahjus ja parandades tootmisprotsessi üldist efektiivsust. Lisaks tagab kallutusmehhanismi võimaldatav täpne valamine, et sulametall täidab vormid ühtlaselt, vähendades mittetäieliku või ebaühtlase valamise tõttu uuesti sulatamise või järeltöötluse vajadust.
3.4 Paindlikkus ja mitmekülgsus
3.4.1 Erinevate väärismetallide sulatamine
Kallutavaid induktsioonsulatusahjusid saab kasutada mitmesuguste väärismetallide, sealhulgas kulla, hõbeda, plaatina ja pallaadiumi sulatamiseks. Igal neist väärismetallidest on erinevad sulamistemperatuurid, keemilised omadused ja sulatamisnõuded. Kallutava induktsioonsulatusahju reguleeritavaid võimsuse ja temperatuuri juhtimissüsteeme saab hõlpsasti kohandada vastavalt erinevate väärismetallide erivajadustele. Näiteks hõbeda (sulamistemperatuur umbes 962 °C) sulatamisel saab võimsuse ja temperatuuri seadeid vastavalt reguleerida, samas kui plaatina (mille sulamistemperatuur on palju kõrgem) puhul saab ahju seadistada töötama kõrgematel temperatuuridel ja võimsustasemetel. See paindlikkus muudab kallutatava induktsioonsulatusahju universaalseks lahenduseks erinevate väärismetallide sulatamiseks ühes tootmisüksuses.
3.4.2 Erinevad laengusuurused
Neid ahjusid on saadaval laias suuruste valikus, mis võimaldab sulatada erineva suurusega väärismetalle. Olenemata sellest, kas tegemist on väikesemahulise ehtetootmisega, mis nõuab mõne grammi väärismetallide sulatamist, või suuremahulise tööstusliku sulatusoperatsiooniga, kus töödeldakse kilogramme väärismetalle, on olemas sobiv kallutatav induktsioonsulatusahi. Väikese suurusega ahjusid kasutatakse sageli ehtetöökodades, kus täpsus ja väikeste partiide tootmine on olulised. Suuremahulised tööstusahjud suudavad käsitseda suuri koguseid väärismetalle, rahuldades selliste tööstusharude nagu elektroonikatööstus nõudmisi, mis vajavad komponentide tootmiseks suurt hulka kõrge puhtusastmega väärismetalle.
3.5 Ohutus ja keskkonnasõbralikkus
3.5.1 Ohutu töö
Kallutusega induktsioonsulatusahjud on konstrueeritud mitmete ohutusfunktsioonidega. Elektromagnetiline induktsioonküttesüsteem ei hõlma lahtist leeki, mis vähendab tulekahju ja plahvatuse ohtu võrreldes kütusel töötavate ahjudega. Lisaks on ahi varustatud ülekuumenemiskaitse, lekkekaitse ja muude ohutusseadmetega. Näiteks kui ahju temperatuur ületab seatud piiri, lülitatakse toide automaatselt välja, et vältida seadmete kahjustamist ja võimalikke ohutusriske. Kallutusmehhanismil on ka turvalukud ja piirlülitid, et tagada kallutustoimingu sujuv ja ohutu teostamine.
3.5.2 Heitkoguste vähendamine
Kuna kaldega induktsioonsulatusahjud ei tööta fossiilkütuste põletamisel, tekitavad nad traditsiooniliste kütusel töötavate ahjudega võrreldes oluliselt vähem heitkoguseid. Need ei eralda saasteaineid nagu vääveldioksiid (SO_{2}), lämmastikoksiidid (NO_{x}) ja tahked osakesed. See on kasulik mitte ainult keskkonnale, vaid ka sulatustehase töötajate tervisele. Lisaks tähendab nende ahjude energiatõhus töö seda, et tarbitakse vähem energiat, mis omakorda vähendab sulatamisprotsessiga seotud süsiniku jalajälge, aidates kaasa ülemaailmsetele pingutustele kliimamuutuste vastu võitlemisel.
4. Juhtumiuuringud ja rakendused tööstuses
4.1 Ehtetööstus
Ehtetööstuses on väärismetallide kvaliteet ja puhtus esmatähtsad. Paljud tipptasemel ehtetootjad kasutavad kulla, hõbeda ja plaatina sulatamiseks kallutatavaid induktsioonsulatusahjusid. Näiteks on üks tuntud Itaalia ehtebränd teatanud, et pärast kallutatavale induktsioonsulatusahjule üleminekut on nende kullast ehete kvaliteet märkimisväärselt paranenud. Kõrge puhtusastmega sulatamine tagab, et kuld säilitab oma läike ja värvi pikka aega. Kiire sulamiskiirus ja täpne valamine võimaldavad luua ka keerukamaid ja detailsemaid ehtedisainilahendusi, kuna sulametalli saab täpselt valada keerukatesse vormidesse.
4.2 Elektroonikatööstus
Elektroonikatööstus vajab komponentide, näiteks pistikute, trükkplaatide ja andurite tootmiseks kõrge puhtusastmega väärismetalle. Pallaadiumi ja plaatina kasutatakse nendes rakendustes sageli tänu nende suurepärasele elektrijuhtivusele ja korrosioonikindlusele. Jaapani juhtiv elektroonikatootja on nende väärismetallide sulatamiseks kasutusele võtnud kallutatavad induktsioonsulatusahjud. Ahju energiatõhus töö on vähendanud nende tootmiskulusid, samas kui kõrge puhtusastmega sulatamine on parandanud elektroonikatoodete jõudlust ja töökindlust. Ahju paindlikkus erinevate laengute suuruste käsitlemiseks vastab ka elektroonikatööstuse mitmekesistele tootmisvajadustele, alates väikesemahulise prototüüpide tootmisest kuni suuremahulise masstootmiseni.
5. Kokkuvõte
Kokkuvõtteks võib öelda, et kallutatavatel induktsioonsulatusahjudel on väärismetallide sulatamisel arvukalt eeliseid. Nende kõrge puhtusastmega sulatamisvõime, energiasäästlik töö, kiire sulamiskiirus, paindlikkus ja ohutusfunktsioonid muudavad need ideaalseks valikuks väärismetallidega tegelevatele tööstusharudele. Kuna nõudlus kvaliteetsete väärismetalltoodete järele kasvab jätkuvalt erinevates tööstusharudes, nagu ehted, elektroonika ja hambaravi, eeldatakse, et kallutatavate induktsioonsulatusahjude kasutamine muutub veelgi laialdasemaks. Edasine uurimis- ja arendustegevus selles valdkonnas võib viia veelgi täiustatud ja tõhusamate kallutatavate induktsioonsulatusahjude konstruktsioonideni, parandades veelgi väärismetallide sulatamisprotsesside tõhusust ja kvaliteeti.


















võtke meiega ühendust
- English
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
- Kinyarwanda
- Tatar
- Oriya
- Turkmen
- Uyghur