

Seda seadet kasutatakse peamiselt metallipulbri või -graanulite valmistamiseks pihustuskambris kõrgsurvevee pihustusmeetodil pärast metalli või metallisulami sulatamist gaasikaitsekeskkonnas või tavalises õhukeskkonnas. Masina tegevuskulud ja pulbri tootmiskulud on madalad. Metallipulbri vee pihustusseade on omamoodi pulbri ettevalmistamise tehnika, kus metall või seguvedelik purustatakse kiire vedeliku (pihustuskeskkonna) liikumise või vahelduvate liigutustega väikesteks graanuliteks, mida omakorda juhitakse tugevaks pulbriks. Igasugust materjali, mis suudab vedelikku vormida, saab pihustada ja pulbristada. Kõrgsurve...vee pihustamineSelle tehnika abil saab rahaliselt ja tõhusalt toota MIM-metalli amalgaamipulbrit, ainulaadselt töödeldud terasepulbrit, kiirterasepulbrit, väärismetallipulbrit, vasepõhist ühendipulbrit ja superkombineeritud pulbrit jne. Kõige sagedamini kasutatakse gaasipihustusseadmeid ja veepihustusseadmeid. Pihustuspulbri tarnimise ajal lahustatakse töötlemata metalliained kvalifitseeritud amalgaamivedelikus (üldiselt ülekuumendatud temperatuuril 100–150 ℃) elektrilise küttekeha või vastuvõtuküttekeha abil ja seejärel infundeeritakse pihustusava kaudu tsentrifuugisse. Ühendvedelik voolab tsentrifuugis olevast väljalaskeavast välja ja pihustusava läbimisel pihustatakse see kiire tuule- või veevoolu mõjul peenteks graanuliteks. Pihustatud tilgad kõvastuvad suletud pihustuskambris kiiresti komposiitpulbriks. Üldiselt on tühjad gaasipihustatud pulbriosakesed ümmargused, madala hapnikusisaldusega (alla 100 × 10) ja neist saab termoformimise tehnoloogia abil (näiteks kuuma isostaatilise pressimise abil) hõlpsalt tihendatud esemeid valmistada. Veega pihustatud pulbriosakesed on enamasti ettearvamatu kujuga, kõrge hapnikusisaldusega (üle 600 × 10) ja neid tuleks karastada. Sellel on suurepärane kokkusurutavus ja seda saab külmpressimise teel mehaanilisteks osadeks vormida.
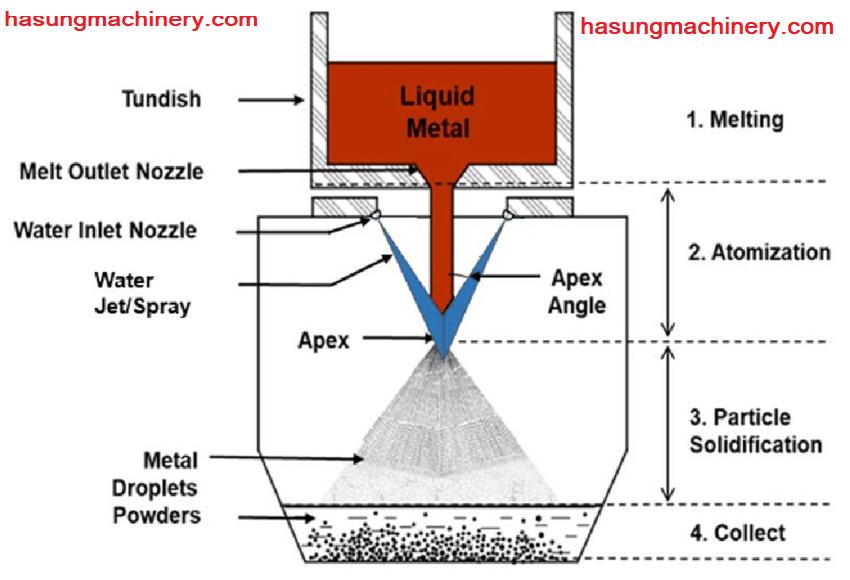
Tööpõhimõte
Metallipulbri veepihustuspumpamise meetodil on pikk ajalugu. Vanasti valati vedel raud vette ja purustati peenteks metallosakesteks, mida kasutati terase tootmisel töötlemata komponentidena; tänapäeval on inimesi, kes valavad vedela plii otse vette, et teha pliihaavleid. Jämeda segupulbri valmistamiseks kasutatakse veepihustuspumpamise meetodit. Tsükli põhimõte on sarnane eelnevalt mainitud veele, kus lastakse vedelal metallil purskuda, kuid purustav tootlikkus on oluliselt paranenud. Jämeda segupulbri valmistamiseks veepihustuspumpamise abil tuleb jäme kuld kõigepealt kütteseadmes vedeldada ja seejärel kuumutada umbes 50 kraadini. Seejärel valatakse see tsentrifuugimiskambrisse. Enne kullavedeliku tsentrifuugimist käivitage kõrgsurveveesifoon ja laske kõrgsurveveepihustusseadmel töödeldav detail käivitada. Tsentrifuugimiskambris olev kullavedelik läbib lati ja siseneb pihustisse läbi pumba alumises osas oleva väljalaskeava. Pihusti on kriitilise tähtsusega seade töötlemata kullaühendi pulbri edastamiseks kõrgsurveveeudu abil. Pihusti olemus on seotud metallipulbri laastava võimsusega. Pihusti kõrgsurvevee toimel purustatakse kullavedelik pidevalt peenikesteks graanuliteks, mis langevad seadme jahutusvedelikku ja tsementeeruvad kiiresti amalgaamipulbriks. Metallipulbri edastamiseks tavapärases kõrgsurvevee pihustamisprotsessis kogutakse metallipulbrit pidevalt, kuid pihustatud veega kaob väike kogus metallipulbrit. Kõrgsurvevee pihustamisel pakitakse pihustatud materjal pihustusseadmesse, kiirendatakse, sõelutakse (vajadusel võib seda kuivatada ja tavaliselt otse järgmisest süsteemist välja saata), et saada peent metallipulbrit, kogu tsükli jooksul amalgaamipulbri puudujääki ei teki, kuid pihustatud veega kaob väike kogus metallipulbrit. Kõrgsurvevee pihustamisel pakitakse pihustatud ese pihustusseadmesse, kiirendatakse, sõelutakse (vajadusel võib see kuivatada ja tavaliselt järgmisest süsteemist otse välja saata). Peene sulamipulbri saamiseks ei teki kogu tsükli jooksul amalgaamipulbri puudust, kuid pihustatud veega läheb kaotsi väike kogus metallipulbrit. Kõrgsurvevee pihustamisel pakitakse pihustatud ese pihustusseadmesse, kiirendatakse, sõelutakse (vajadusel võib see kuivatada ja tavaliselt järgmisest süsteemist otse välja saata). Peene sulamipulbri saamiseks ei teki kogu tsükli jooksul amalgaamipulbri puudust.
Metallipulbri veepihustamise riistvara täielik paigutus koosneb järgmistest osadest: SulamisosaSaate valida keskmise sagedusega metallisulatusahju või kõrgsagedusliku metallisulatusahju. Ahju võimsus sõltub metallipulbri töötlemismahust. Võite valida 50 kg või 20 kg ahju. Pihustamisosa: see seadme osa on mittestandardne seade, mis tuleks projekteerida ja paigutada vastavalt tootja kohapealsetele tingimustele, sealhulgas peamiselt ülevooluava: kui ülevooluava toodetakse talvel, tuleb see eelsoojendada; Pihusti: pihusti suunab kõrgsurvepumbast tuleva kõrgsurvevee etteantud kiiruse ja nurga all üle ülevooluava kuldvedeliku, purustades selle metallitilkadeks. Sama pumba rõhu all on peene metallipulbri kogus pärast pihustamist seotud pihusti pihustamise efektiivsusega; Pihustussilinder: see on koht, kus sulamipulber pihustatakse, purustatakse, jahutatakse ja kogutakse. Selleks, et ülipeen sulamipulber veega ei lahustuks, tuleks ettevalmistatud sulamipulbril pärast pihustamist ja peenestamist lasta teatud aja seista ja seejärel asetada see pulbri vastuvõtukasti. Järeltöötlusosa: pulbri kogumiskast: pihustatud sulamipulbri kogumiseks, liigse vee eraldamiseks ja eemaldamiseks; kuivatusahi: märja sulamipulbri kuivatamine veega; sõelumismasin: sulamipulbri sõelumine. Jämedamat sulamipulbrit, mis ei vasta spetsifikatsioonidele, saab kasutada ümbersulatamiseks ja pihustamiseks mõeldud ümbersulamismaterjalina.
Ülikõrgsurve metallpulbri veepihustusseadmel on järgmised omadused
1-Seda saab kasutada enamiku metallide ja kombineeritud pulbrite puhul ning tootmiskulud on madalad.
2-See võib planeerida subsfäärilist pulbrit või juhuslikku pulbrit.
3-Kiire tsementeerimise ja isolatsiooni puudumise tõttu saab valmistada arvukalt unikaalseid amalgaamipulbreid.
4-Pulbri molekuli suurust saab vajaliku ulatuseni saavutada paigaldussüsteemi muutmise teel.
Pakub kvaliteetset metallivalu
Lisateabe saamiseks palun
Kirjuta meile: -info@hasungmachinery.com sales@hasungmachinery.com
Veebisait: www.hasungcasting.comhttps://hasungmachinery.com/
Postituse aeg: 30. juuni 2022









